In Sheet Metal Forming Operations Thickness Of Sheet Varies From

Sheet Metal Forming Processes Total Materia Article

Mechanciatech Com
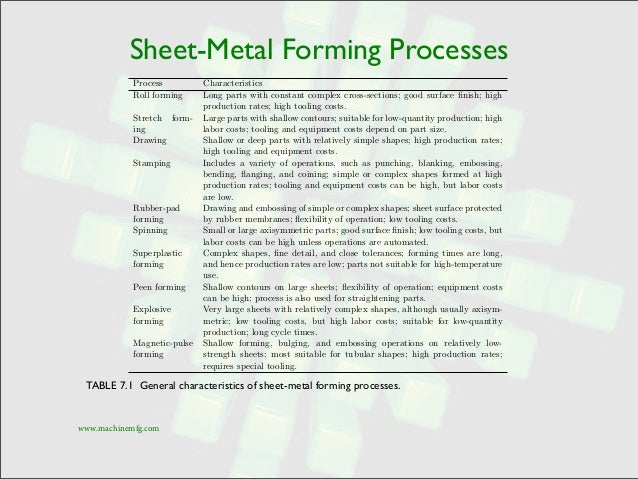
Sheet Metal Forming Processes

Sheet Metal Forming Basics Processes And Material Used
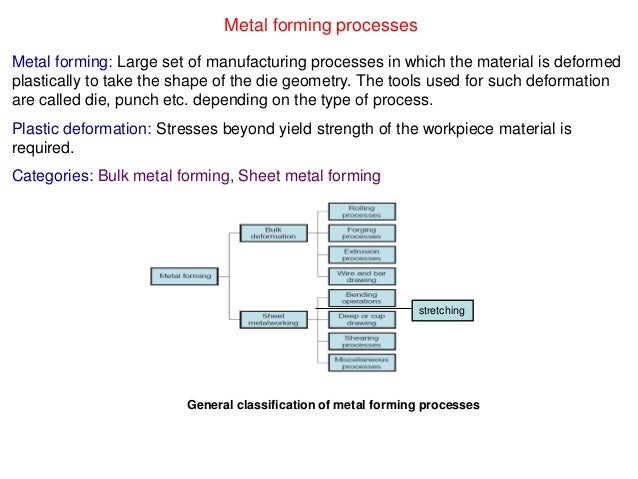
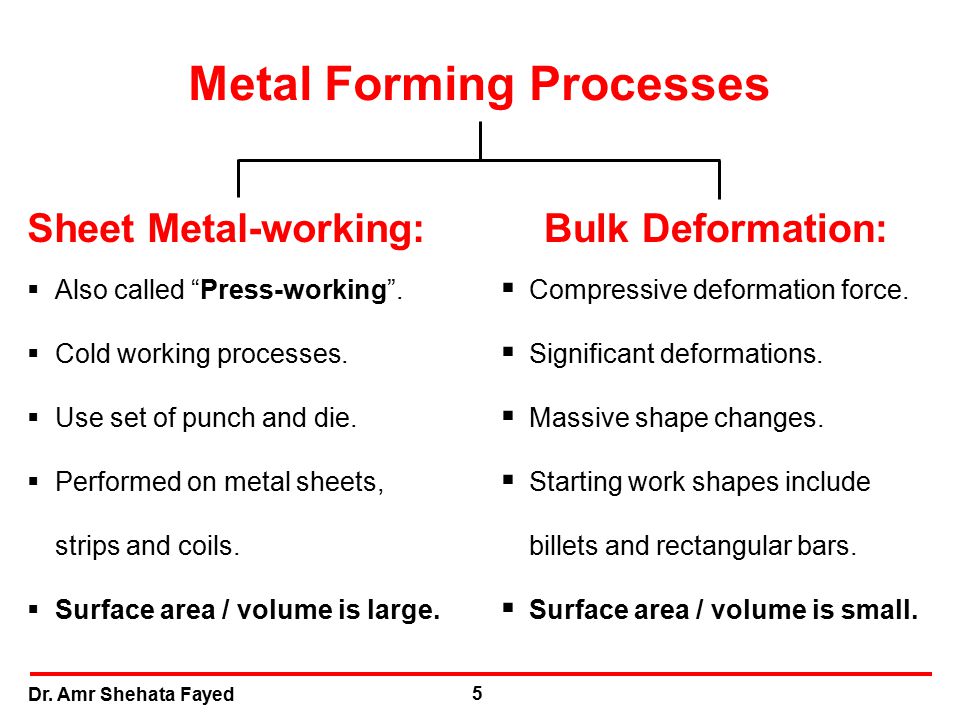
Metal Forming Processes Full
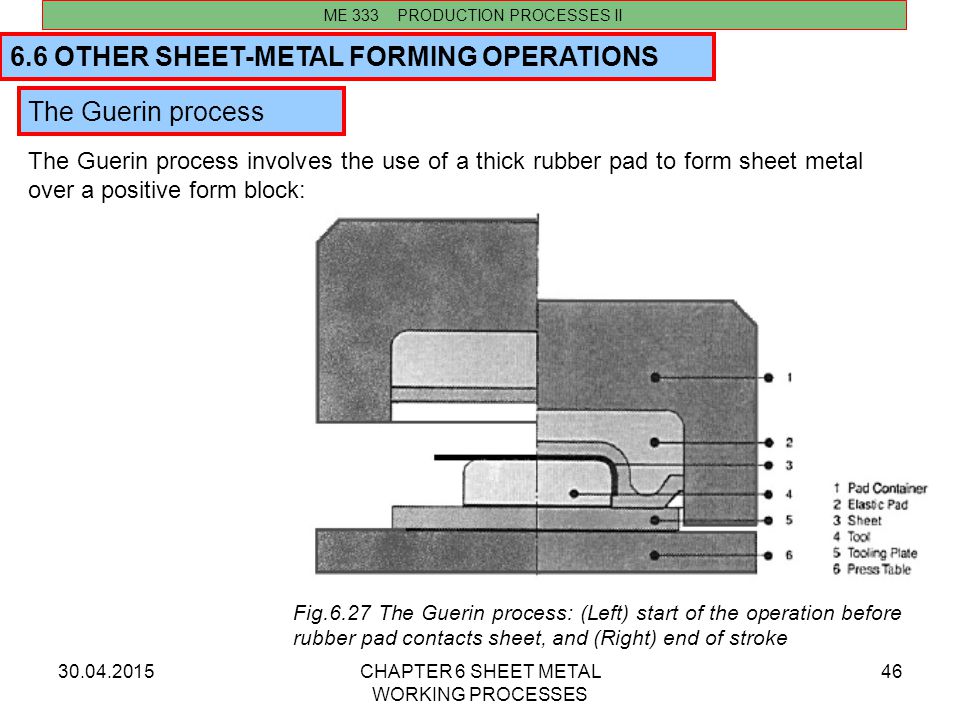
Sheet Metal Forming

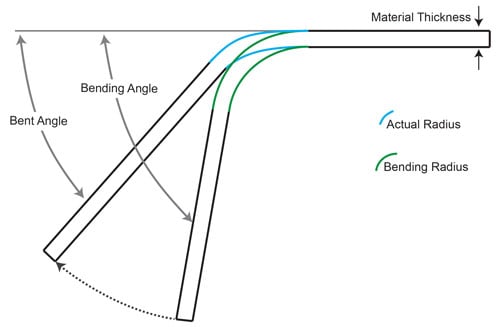
It has impact on sheet metal part design as well.
In sheet metal forming operations thickness of sheet varies from.

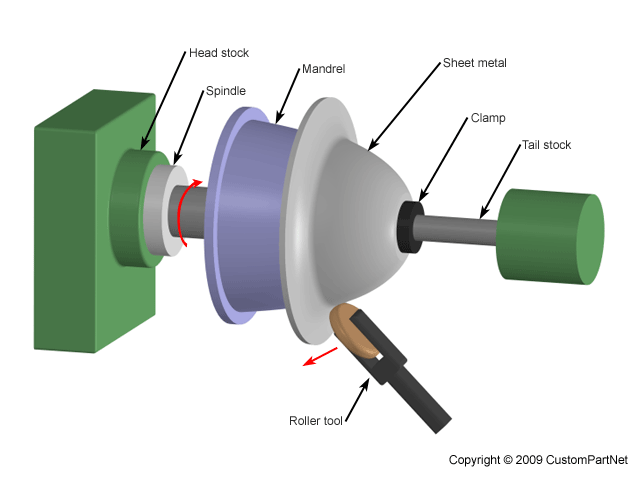
Spinning Sheet Metal Forming Process Of Shear And Tube Techminy
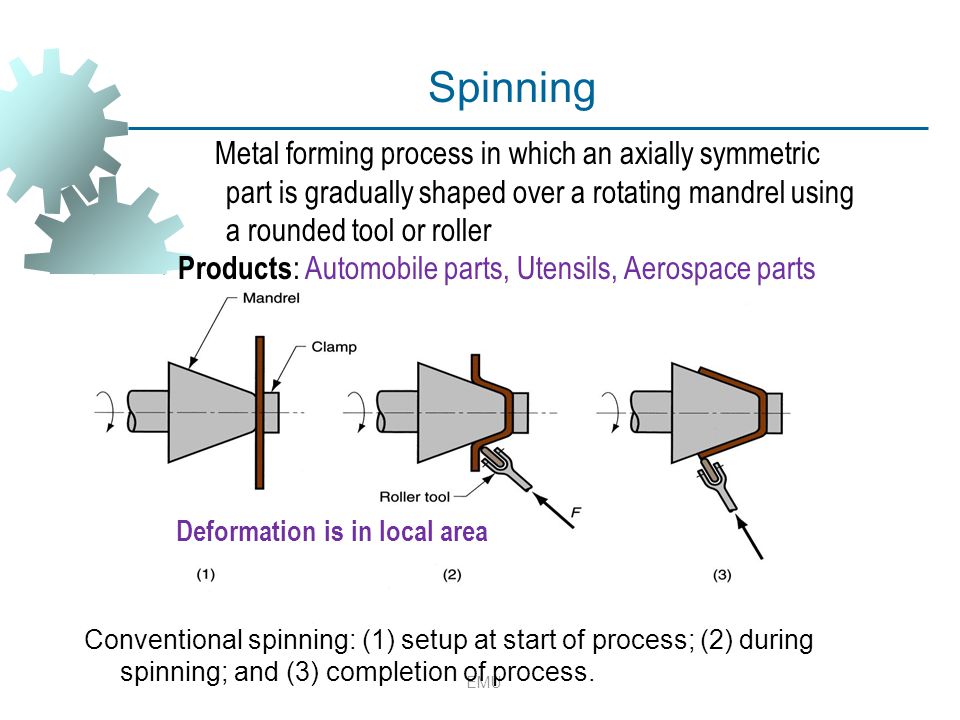
Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download

Sheet Metal Forming Processes Ppt Video Online Download

Sheet Metal Forming An Overview Sciencedirect Topics
Sheet Metal Working Processes Ppt Download

Sheet Metal Forming Process Chapter 7 Ppt Download
Fundamentals Of Metal Forming Processes Ppt Video Online Download


A New Joining By Forming Process To Produce Lap Joints In Metal Sheets Sciencedirect
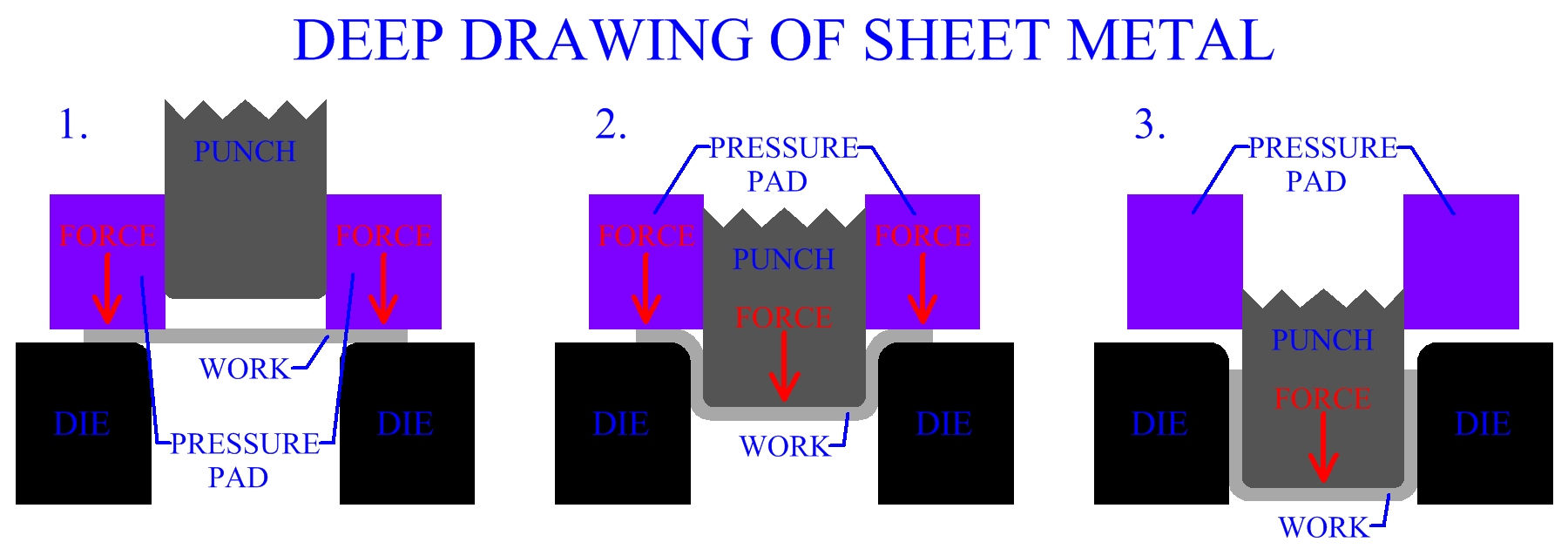
Deep Drawing Of Sheet Metal
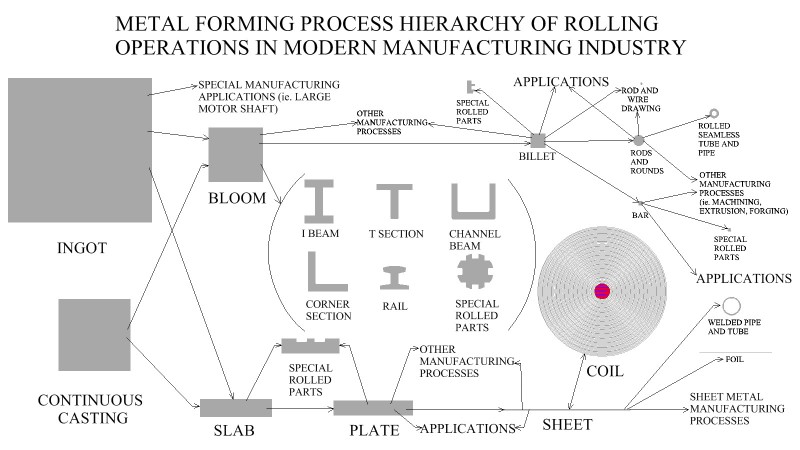
Metal Rolling
Sheet Forming Processes Introduction Sheet Metal Processes Involve Plane Stress Loadings And Lower Forces Than Bulk Forming Almost All Sheet Metal Ppt Download

Deep Drawing An Overview Sciencedirect Topics

Deep Drawing An Overview Sciencedirect Topics
Chapter 3 Forming Process Ppt Download
6 Deformation Processes Unit Manufacturing Processes Issues And Opportunities In Research The National Academies Press

Difference Between Bulk Deformation And Sheet Metal Forming Compare The Difference Between Similar Terms
Roll Forming Design Guide For End Distortion Springback Compensation
1

Sheet Forming Process An Overview Sciencedirect Topics
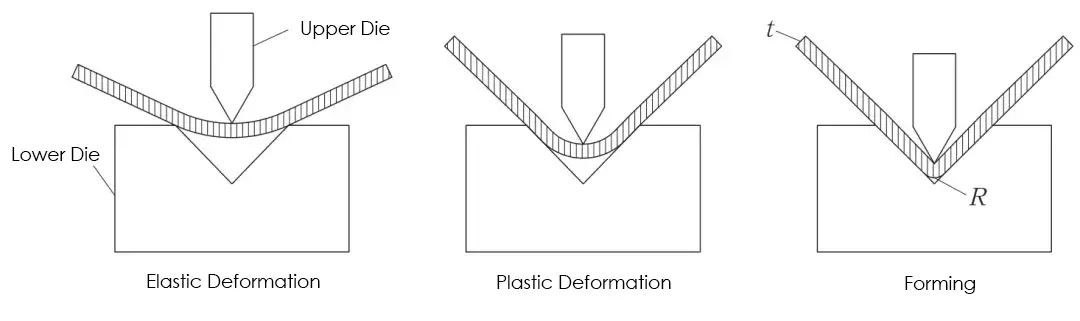
Sheet Metal Bending And Grooving Technique Analysis Machinemfg
Pxexwydmgea2tm

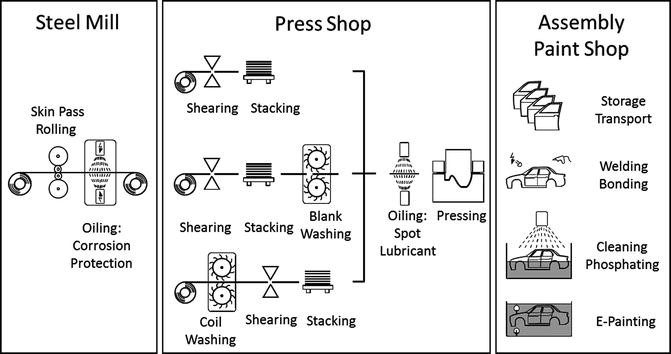
Sheet Metal Manufacturing The Definitive Guide Blog
06 Sheet Metal Forming
Source : pinterest.com
